Machine Vision vs. Computer Vision: Differences and Relations
The global machine vision market size was $29.7 billion in 2019 and is projected to reach $74.9 billion by 2027, growing at a compound annual growth rate (CAGR) of 11.3% from 2020 to 2027. Meanwhile, the global computer vision market size was $11.32 billion in 2020 and is projected to grow at a 7.3% CAGR from 2020 to 2028. What could these mean for your industry and company? What is machine vision vs. computer vision, in the first place?
Defining machine vision and computer vision
Machine vision (MV) is defined as the technology and methods used for image-based automatic inspection and analysis, and acting on the data received and processed, usually based on a pass/fail or go/no-go criteria. It uses and integrates existing technologies in new ways and uses them to provide solutions to real-world problems. It is a systems engineering discipline.
Oftentimes, the term 'machine vision' is also used along with the term 'robotic vision', but they do not refer to the same thing. Robotic vision incorporates techniques of machine vision, so if some machine vision applications are also rooted in robotics, then it is appropriate to use the terms interchangeably. If not, then they are used separately because robotic vision is a separate area of research in itself.
Computer vision (CV) is defined as a field of artificial intelligence that uses computers to gain a high-level understanding of images and other signals, then make recommendations or take actions based on this understanding of information. Computer vision's goal is to help computers 'see' images and other signals -- especially voluminous amounts of them -- and infer something about the world from their understanding of the data received. It's a multidisciplinary area of study, with techniques borrowed and reused from the engineering and computer science fields.
Differences between machine vision and computer vision
So, machine vision vs. computer vision—how are they significantly different?
Their main difference is in their processing capability and intended use. Machine vision is used for simpler, automated choices. Meanwhile, computer vision, with its greater processing powers, is used for more complex decision-making, with a bigger emphasis on understanding and predicting.
They are also different in the sense that computer vision can stand alone, while machine vision works with a computer and specific software. Machine vision also implies the use of robotic vision, as well as computer vision in industrial or practical applications.
In terms of inputs required, machine vision and robotic vision use visual data from hardware and image capture systems like cameras, and in real-time. Computer vision uses real-life and synthetic images, videos, and stills, not necessarily in real-time.
In terms of outputs, machine vision produces task-specific knowledge or information, like pass/fail or go/no go decisions, based on the presence/absence of an object, a set of patterns, defects, or colors. Robotic vision produces actions like piece picking, bin picking, assembling, palletizing and depalletizing, and machine tending .
Computer vision, on the other hand, yields information on size, color intensity, and other characteristics, as well as visual reasoning, and augmented/amplified images and videos.
Relationship between machine vision and computer vision
Even with their differences, machine vision and computer vision share common features, which has probably caused confusion among their users. Essentially, both involve:
a. the use of cameras;
b. similar equipment and software to handle data;
c. processing and learning from datasets;
d. better accuracy and faster speed than human eyes, so they are labor-saving to free up humans for higher-level and more creative functions.
If machine vision and computer vision were both parts of the human body, then machine vision would be the eyes and the mouth (and robotic vision would be the arms and legs), while computer vision would be the retina, optic nerve, brain, and central nervous system.
If they were members of a family, then computer vision would be the parent, and machine vision would be the child, along with robotic vision as its sibling, in terms of their functions. They all belong to the family of Signal Processing, which is the grandparent.
Applications of machine vision and computer vision
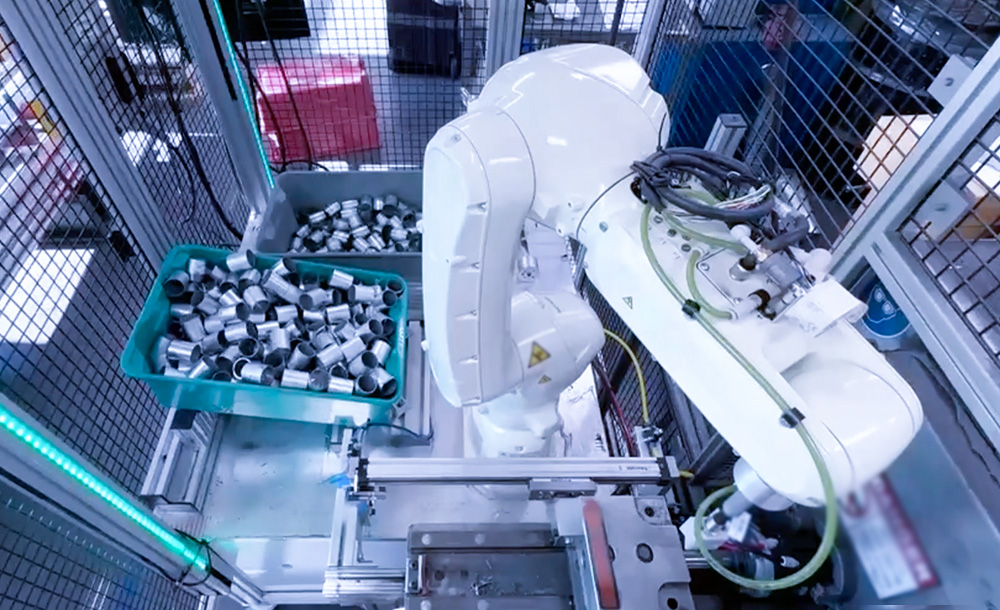
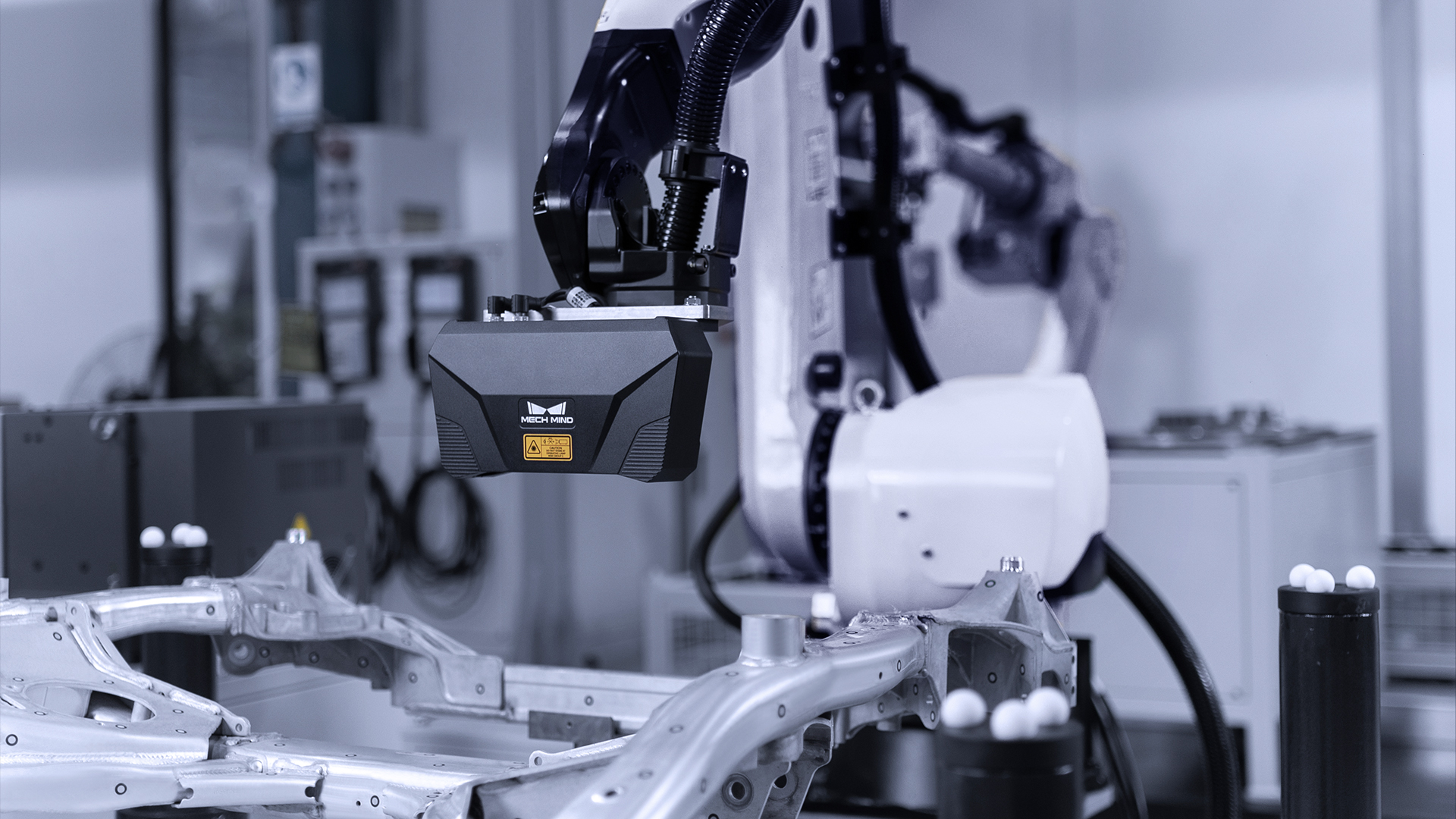
If the variety of tasks that need to be automated is of low-to-medium complexity, like object detection, product inspection, and making measurements, then machine vision, along with robotic vision, would work well to use. For example, in manufacturing, distribution, and fulfillment applications in various industries, intelligent depalletizing and palletizing solutions are used for faster speed, greater efficiency, and excellent system stability.
There are also machine tending, piece picking, bin picking, and assembly, locating, and gluing solutions offered by companies like Mech-Mind.
Machine vision applications are not limited to manufacturing, distribution, or fulfillment applications. For example, Mech-Mind's Mech-Eye Industrial 3D cameras , which feature detail-rich and high-precision 3D imaging, can be used for a broad range of applications and respond to many practical needs. It comes in convenient, small-sized, dust-and-water-proof, plug-and-play multiple models, with fast scanning speed, ambient light resistance, and several precision options for various distance requirements. It can be used to complement or substitute manual inspections and measurements, as well as for several other situations.
If the tasks involve more complex understanding and decisions, like face recognition, medical diagnostics, and behavior analysis, then computer vision is better equipped than machine vision. For example, to enable self-driving cars to detect lanes, weave through the traffic of cars, obstacles, and signals; handle independent planning of routes, and even create 3D maps out of them, then computer vision is more appropriate to use.
Machine vision and computer vision are not one and the same. They have significant differences in processing capabilities and intended use, although they also share common features and are related. When machine vision applications are integrated with robotics, it's also called robotic vision. Most solutions to industrial challenges utilize machine vision/robotic vision applications.
What these mean for your industry and company is that with the rise in machine vision and computer vision demand for industrial and other applications, Industry 4.0 or smart manufacturing is upon us. Those who take advantage of the explosion of Industry 4.0 opportunities get to lead their industries with real-time decision-making, enhanced productivity, flexibility, and agility.
Mech-Mind, a fast-growing company selected as part of the 2019 Intel AI 100 Best Innovations Incentive Program and a Microsoft Scaleup Member Enterprise, offers 'intelligent robots' in machine vision/robotic vision industrial applications for businesses that want to take advantage of these opportunities. We feature detailed real-world use cases in home appliances, automotive, logistics, construction machinery, steel, and other industries. To learn more about what Mech-Mind can do for your company, watch our solution videos here.
Recent Posts
Beyond Specifications: What Really Matters When Selecting Vision Systems for Industrial Automation

Seeing the Invisible: Why Transparent Objects Are So Hard for Robots
From Challenge to Reliability: Handling Reflective Parts with Mech-Mind “Eye + Brain”

How Robot Systems Power Sustainable, Low-Carbon Manufacturing
From Factory Floors to Global Lighthouses: 3D Vision's Role in 2026 Industrial Automation Goals
Recommend Reading
Beyond Specifications: What Really Matters When Selecting Vision Systems for Industrial Automation
Driven by the need for flexible production, increasing customization, and higher efficiency, manufacturing is entering a...
Seeing the Invisible: Why Transparent Objects Are So Hard for Robots
Transparent objects seem ordinary in daily life, but for robots, they are some of the most difficult targets to see and...
From Challenge to Reliability: Handling Reflective Parts with Mech-Mind “Eye + Brain”
In real world industrial environments, robotic performance is often affected by changing ambient light, reflective surfa...